WPS ( Kaynak Yöntem Şartnamesi ) Nasıl Hazırlanmalı ve Süreç

WPS, "Kaynak Yöntem Şartnamesi” ya da daha basit anlamıyla "kaynak talimatı” kaynakçılara hangi kaynak detayını ne şekilde ve hangi parametreler ile kaynatacağını açıklayan dokümandır. WPS hazırlanabilmesi için hazırlayan kişinin kaynakile ilgili yeterli tecrübesinin bulunması ve o yöntemile yapılmış önceki kaynakların testlerine ihtiyaç vardır.
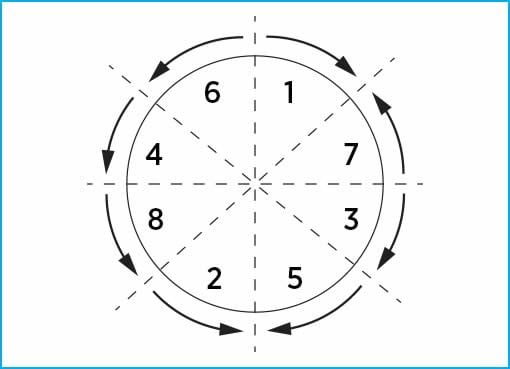
"EN ISO 15609 Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması - Kaynak prosedürü şartnamesi” standardı bir WPSin ne şekilde yazılacağını açıklamaktadır. "TS EN ISO 6947 Kaynak ve benzeri işlemler - Kaynak konumları” standardı kaynak pozisyonlarını açıklamakta ve bu bilgi WPS üzerinde mutlaka bulunmalıdır. Ayrıca kaynak tipi, kaynak ağzı şekli, kaynak sıraları yine WPS üzerinde gösterilmelidir.
Kaynakçının bu bilgileri kullanabilmesi için projeler üzerinde de hangi bölgeye hangi kaynak ağzının açılacağı ve ne kadar kaynak yapılacağının belirtilmesi gerekir. Projeler üzerinde gösterilen kaynak sembolleri "EN ISO 2553 Kaynak ve ilgili işlemler - Çizimler üzerinde sembolik gösterimler - Kaynaklı birleştirmeler” standardında tarif edilmektedir.
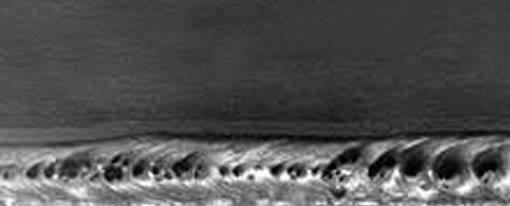
WPS (Welding Procedure Specification – Kaynak Prosedür Şartnamesi) hazırlanmasındaki temel amaç, kaynakçıya doğru parametrelerin verilerek istenilen kalite ve mekanik değerlerde bir kaynak elde etmektir. Burada bahsedilen kaynak kalitesi gerekirse tahribatsız testler ile kontrol edilebilmektedir. Ancak mekanik değerler tahribatlı test yapmadan doğrulanamamaktadır.
Kaynağın mekanik değerlerinin istenen kriterleri sağlayabilmesi ancak daha önceden yapılmış testlerin sonuçları ile karşılaştırılarak tahmin edilebilmektedir. "TS EN ISO 15614 Metal malzemeler için kaynak prosedürleri şartnamesi ve sınıflandırması-Kaynak deneyi prosedürü” standardında tarif edilen WPAR ya da PQR olarak bilinen kaynak prosedürleri, yapılan kaynağın tüm parametreleri ve sonucunda yapılan tüm testlerin sonuçlarını içermektedir.
WPS hazırlanırken daha önceden yapılmış ve test sonuçları olumlu bulunmuş benzer bir kaynağın hangi parametrelerde kaynatıldığına bakılır, hazırlayan kişi de kendi tecrübesini ekleyerek gerekirse kalınlık, pozisyon ve diğer şartlara göre bazı değerleri bir miktar değiştirerek WPS hazırlar. Ayrıca kaynakçının hangi teli ya da elektrotu kullanacağını, ön ısıtma, ısıl işlem gibi tercihler de belirlenerek WPS üzerine yazılır.
Kaynak Prosedürü ( PQR / WPAR ) Nasıl Hazırlanmalı ve Süreç
PQR, ''Kaynak Prosedürleri'' yapılan kaynak yönteminin doğruluğunu teyit etmek, uygulamada test edilemeyen mekanik değerleri test etmek ve sonuçlarını raporlamak için kullanılan bir dizi test ve kontrolü içerir. Yapılan test sonuçlarının uygun çıkması durumunda, PQR (WPAR) hazırlanırken kullanılan değerler baz alınarak kaynak talimatları (WPS) hazırlanarak uygulamada kullanılır.
Kaynak prosedürü hazırlanırken en yaygın olarak kullanılan standart "EN ISO 15614 Metalik malzemeler için kaynak prosedürlerinin şartnamesi ve vasıflandırılması – Kaynak prosedürü deneyi” standardıdır. Bunun yanında Asme IX, AWD D1.1 ve AWS D1.2 de yoğun kullanılan standartlardır.
PQR (Procedure Qualification Record) veya WPAR (Welding Procedure Approval Record) olarak da bilinen kaynak prosedür deneylerini yapmak için, imalatçı ilk önce bir ön kaynak talimatı (pWPS) hazırlar. Bu pWPS harırlanırken daha önceki tecrübelerden ve sarf malzeme üreticisinin tavsiyelerinden faydalanılabilir.
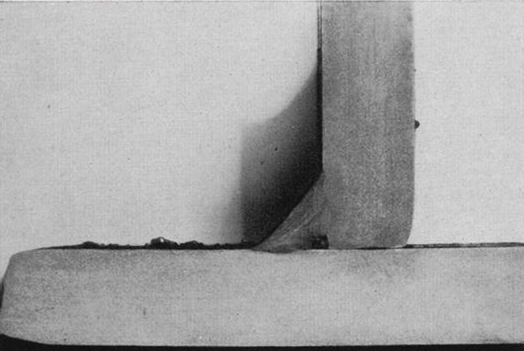
Ardından pWPS değerlerine göre kaynak yapılır ve her kaynak pasosunda volt, amper, süre gibi değişkenler kaydedilir. Tamamlanan kaynak standardın gerektirdiği testlere tabi tutulur. Testleri başarıyla geçen yöntemler raporlanarak PQR tamamlanmış olur.
PQR raporunda bulunması gereken bilgiler aşağıdaki gibidir:
- İmalatçı bilgileri
- Kaynak şekli ve detayları
- Kaynak pozisyonu
- Malzeme cinsi ve kalınlıkları
- Sarf malzeme bilgileri
- Ön ısıtma ve pasolar arası sıcaklık
- Kaynak yapılırken alınan değerler
- Deney sonuçlarının özeti ve rapor numaraları
WPAR kaydına ilaveten kullanılan pWPS, malzeme sertifikaları, test raporları da bulunmalıdır.