Kaynak İşlemi Sırasında Oluşacak Potansiyel Hatalar ve Sebepleri


1. Sıçramalar
Malzeme yüzeyinin yeterince temiz olmaması
Akımın yüksek olması
Ark boyunun yüksek olması

2. Gözenekler
Kaynak metalinin hızlı soğuması
Rutubetli elektrotlarla çalışmak
Hızlı kaynak yapmak
Malzeme yüzeyinin yeterince temiz olmaması
Uygun gaz koruması yapılmaması
3. Yetersiz Ergime ve Yetersiz Nüfuziyet
Kaynak akımı ve voltajının az olması
Yanlış kaynak ağzı seçimi
Hızlı kaynak yapmak
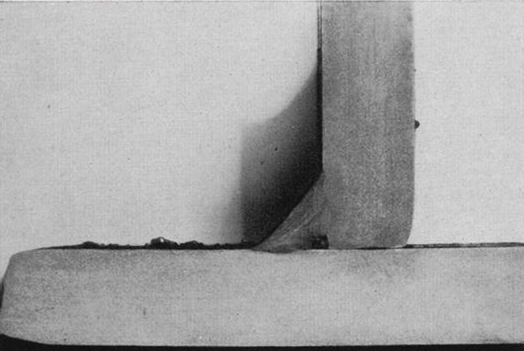
4. Çarpılmalar - Eksen Kaçıklıkları
Yanlış kaynak ağzı seçimi
Fazla ısı girdisi
Parçaların puntalanmaması
Yanlış sırada kaynak yapılması – Metot Kaynağının uygulanmaması
Metod Kaynağı
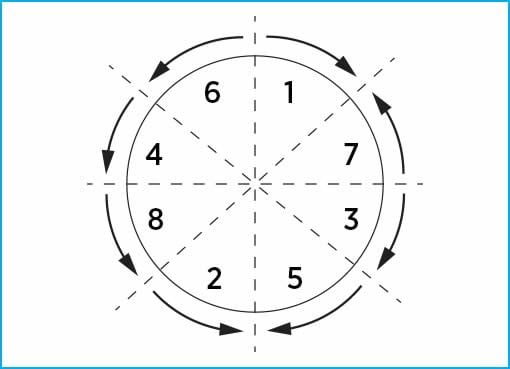
Kaynaklarda çarpılmaları önlemek amacıyla metod kaynağı geliştirilmiştir. Bu kaynak yukarıdaki şekilde de görüleceği üzere karşılıklı kaynak yaparak, malzemelerin tek bir yöne doğru çekmesini önlemektedir. Bu şekilde kaynak yapıldığı taktirde parçalardaki ısıdan kaynaklı eğilmeler minimum düzeye indirilir.
5. Çatlak Oluşumu
Hatalı kaynak ağzı açılması
Yanlış kaynak metali kullanılması
Kaynağın hızlı soğutulması
Malzemede standartlardan fazla bulunan Kükürt ve Fosfor ihtivası
Malzeme yüzeyinin nemli, kirli ve paslı olması

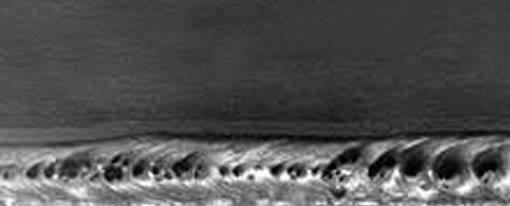
6. Kaynağın Köpürmesi
Kaynak köpürmesi sanayide kullanılan bir tabir olup, çok sayıda gözenek oluşumu anlamına gelmektedir.
Kaynağın köpürmesi genellikle gaz korumasının doğru yapılmaması nedeniyle meydana gelir. Gaz debisinin istenenden çok veya az olması kaynak banyosu üzerinde gözeneklenmeye neden olur.
- Bunun önüne geçmek için yapılacak şeylerin başında kaynak torcu ucundan gaz akış debisi ölçülmesi gelir. Gaz debisi kaynak torcu ucuna göre ayarlanır.
- Torç ucunun kirli olması ve gaz akışının homojen olmaması
- Torcun kaynağa uzak tutulması
- Torç açısının yanlış olması
- Ortamdaki rüzgar, hava akımları
- Torç soğutma suyu kaçakları

